In the modern industrial landscape, High Load Bearings serve as the backbone of heavy machinery, renewable energy systems, and global logistics networks. As the global demand for infrastructure efficiency grows, the transition toward high-capacity, low-maintenance bearing solutions has become a priority for engineers worldwide. From the massive slewing drives in port cranes to the precision spindles in high-speed CNC machining, the reliability of these components dictates the productivity of entire nations.
The global market for heavy-duty bearings is currently undergoing a transformative shift. With the rise of Industry 4.0, there is an increasing procurement need for "Smart Bearings" and hybrid material solutions. European and North American markets are prioritizing longevity and energy efficiency, while emerging markets in Southeast Asia and South America are focused on rugged durability and cost-performance ratios. As a leading manufacturer in China, we bridge these requirements by combining advanced material science with optimized manufacturing processes.
The shift from traditional chrome steel to Zirconia (ZrO2) and Silicon Nitride (Si3N4) ceramic materials has revolutionized high-load applications. These materials offer superior heat dissipation, corrosion resistance, and reduced weight for high-speed rotations.
In electric vehicle (EV) motors and wind turbines, stray currents can cause "fluting" damage. Our Insocoat/Ceramic-Coated isolation bearings prevent electrical erosion, significantly extending the service life of electrical rotating equipment.
Friction reduction is no longer just about performance—it's about CO2 reduction. Our low-friction Deep Groove and Spherical Roller Bearings are optimized to reduce energy consumption in massive industrial drives.
Furthermore, the integration of Customized OEM Solutions has become a standard procurement demand. Global enterprises no longer seek off-the-shelf products; they require engineered solutions that account for specific environmental variables such as extreme temperatures, vacuum conditions, or chemically corrosive atmospheres.
Our high-load bearings are engineered for the world's most demanding environments. We provide localized technical support and application-specific designs for various sectors:
Heavy excavators and crushing mills require Spherical Roller Bearings that can handle extreme radial loads and misalignment in dusty, high-vibration conditions.
Slewing bearings for cranes must withstand saltwater corrosion and massive tilting moments. Our alloy steel slewing rings are treated for maximum oxidation resistance.
Rolling mills operate at extreme temperatures. Our Multi-row Cylindrical Roller Bearings and high-temperature specialty bearings ensure continuous operation without seizing.
Safety is paramount in railway axle boxes. We provide ultra-precision bearings that meet international railway standards for high-speed transit and freight durability.

As a leading China Best High Load Bearings Manufacturer, we offer a unique value proposition that combines the precision of global brands with the agility of Chinese manufacturing. Our facilities leverage automated production lines and rigorous ISO-certified quality control to ensure every bearing meets international benchmarks.
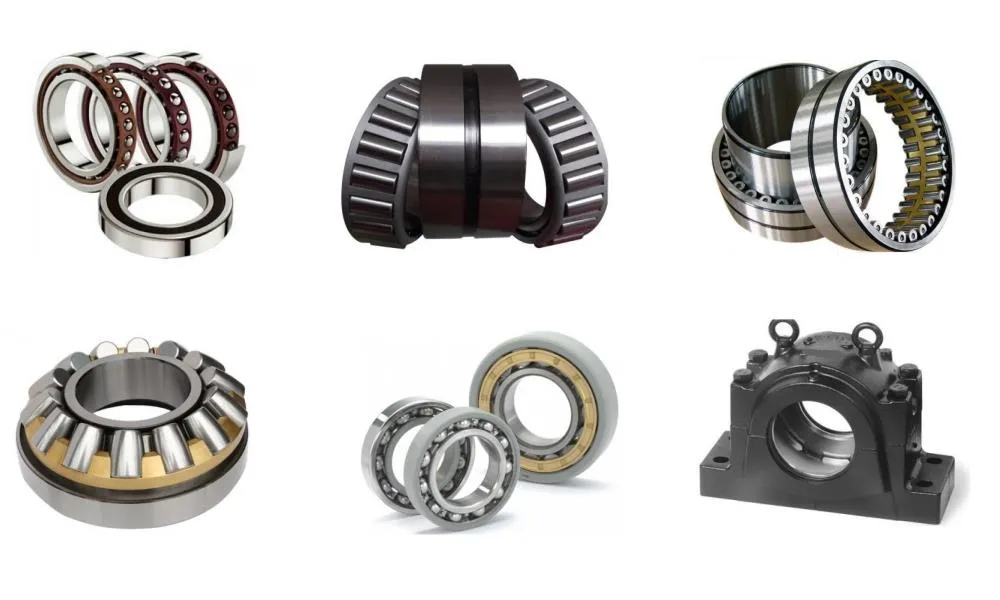
Our product portfolio is designed to meet every conceivable rotary motion requirement. We specialize in:
All our products are manufactured using premium grade steel and go through multiple stages of ultrasonic testing to detect any internal flaws, ensuring that we maintain our status as a trusted High Load Bearings Supplier.
Whether you are looking for high-precision ceramic bearings for high-speed spindles or rugged alloy slewing bearings for construction equipment, our team is ready to provide the expertise you need. We are committed to setting up a bright, friction-free future with our global partners.
Contact us today for a technical consultation or a competitive quote.